
Home On to page 4 of The Allen Register
The following document is a list of specifications given to any potential customer by the Allen's that gives a flavour of the work and materials that went into making an Allen's hull. It's dated 1992 so that gives some idea to the prices being asked
"Oldbury "Style Narrowboats
Superb traditionally styled narrowboats with the design having formulated from many years of experience building narrowboats. Development is a continuous process and we are constantly honing the finer points of design.
The specification set out below can be modified as the client's behest as necessary, but if we think you want something stupid, we will tell you!
STEELWORK SPECIFICATION
Hull: Bottom framing and knees: 75 x 50 x 6mm rolled steel angles at 750mm centres with 150 x 75mm inverted channel section running longitudinally down the centre of the base plate forming a strong keelson. Base plate is 10mm as standard but can be increased to 12mm at extra cost of Ł8.00 per foot run of hull. Hull sides are of 6mm m .s plate.
Gunwhales: 125 x 10mm welded to sides. N.B. Folded gunwhales favoured by so many fabricators are cheaper but not good to walk on whereas welded gunwhales give a wide flat surface.
Guards: Two 2" x 0.5" square guards running all around the boat with two extra ones at the fore end. Continuously welded on the top and stitched underneath. Counters normally have two colours - three guards but three colours and four guards may be necessary on deep sided shallow draughted boats.
Foredeck: Full traditional style with steel rolled end cants, two fender eyes, large 'T' stud, steel deck lid with heavy trad hinges and a substantial head ledge. Self draining gas locker is normally situated under the fore deck with storage for at least 4 13Kg propane bottles. In longer fore deck than standard (54"), solid fuel storage can also be incorporated (at extra cost).
Front cockpit deck: 5mm. steel self draining on all but tug style boats which must have a sump and auto. Bilge pump (at extra cost). This can be also done if the boat is deep draughted and you wish to keep the maximum freeboard.
Water tank: We will not construct integral water tanks under the fore deck - they are unhealthy! It is difficult when they are new to paint them properly and almost impossible afterwards. The paint has a maximum life of two years. If the seal on the lid is not perfect, it allows contaminated water in - not nice. So we fit separate tanks which are hot dip galvanised after manufacture. They cost more, but are worth it. Capacity is about 125 - 150 gallons, but can be increased if the fore deck height and/ or length permits. The filler is a 1.5" raised galvanised cap located on the cockpit deck. Water tanks can be located in other parts of the vessel
Counter: There are two stern shapes available - "Josher "and "Woolwich". The former tapers to a half round, whereas the latter tapers to an ellipse. Steel deck, cants and block. Traditional dollies. Four fender eyes.
Weedhatch: Quick release with anti - cavitation plate
Swim: As long as you would like it.
Rudder: Strong rudder in 12mm, plate with 40mm stock through a 4 " diameter elum tube and a squared Swan's neck fitting. 40mm solid bar Swan's neck turned to take a brass tiller extension secured by a brass tiller pin.
Skeg : 100 x 25mm solid flat with 75 x 50mm steadying bar and thick walled rudder cup.
Diesel Tank: Across the counter as standard. This design will usually give 60 gallons capacity but this will vary with draught, counter shape, hull side height etc. Raised filler and brass flameproof vent in counter block. Fuel tanks may be located in other parts of the vessel (at extra cost).
Engine bearers: Constructed of heavy rolled channel of a height to suit the engine chosen, suitably gusseted where necessary. An integral drip tray is formed underneath.
Cabin: Of 5mm plate with integral cants (handrails). Roof beams are of 50 x 25 x 5mm channel with timber let into them to provide a fixing for internal lining. Drilled steel lining attachments provided as required. Steel bulkheads front and rear with steel doors and a ply or steel slide at rear. Front doors, side doors and hatches, pigeon boxes are available at extra cost. Window and vent apertures cut as required. Traditional, semi-trad or cruiser style stern as desired.
STEELWORK PRICES - standard steelwork
You would probably have come to the decision by looking at other boats or by recommendation that an Allen boat was the boat for you.
So a visit to the boat builder was the next step, so you drive to Oldbury, probably have difficulty in finding a way into the yard and having found the place you find it is unlike any other boat yard you have visited. There was no production line of partially built theme boats, all looking the same, more a jumble of boats all different but with the same stamp of quality. Amongst the new shells are positioned other boats some working boats, some being re bottomed or lengthened as the yard was a real boat yard that undertook any job involving boats. |

|
You are shown around probably by Bob discussing as you go the type of boat you want. The visit ends in the shed and you strike the deal with a small deposit, Bob giving you some idea of how long you will have to wait. The above spec's sheet is given to you and you leave to hunt for the engine you will need for the project.
Months go by (in it's hey day a wait of twelve months or more was not uncommon.) then suddenly you are asked to come to the yard, told that the steel is to be ordered and can you supply the money for the steel.
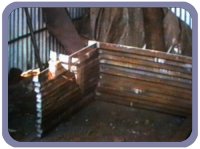
The steel arrives and the base plates are lined up on the beds and welded together, next thing the world is full of lengths of angle being cut to length and welded together to form the knees of the hull. The knees being stacked every where in the shed. |
|
The base plate is now cut to the reveal the length of swim at the stern. Both sections of metal remaining where they are cut, the off cut section to be later lifted to form the bottom of the counter section.
  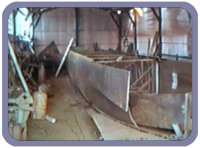 |
Once all the knees are in place the sides of the hull are lifted into place and spot welded into place, the knees are braced with lengths of scaffolding pole welded onto the knees these brace the structure and hold it square and straight. The plates at the stern prior to lifting are cut longitudinally to form the swim at the bottom and the sides of the counter at the top. The swim is formed by welding the two cut lower sections together at the back and the up sweep of an Allen hull is formed by lifting the joined plates at the back and inserting a triangular section of metal between the base and the side plates. (This results in a swim that curves inwards and upwards, allowing the maximum amount of water around the propeller). Similarly the shape of the bow is formed by cutting and bending the side plates and joining at in the middle, know your hull is beginning to resemble a boat. You probably are only visiting the yard at weekends and at each visit the boat seems to be growing at an alarming rate. Next visit the rate of progress seems to have slowed as the work is know concentrated on all the detail in forming the bows to the hull whilst sitting at the back of the hull is a rolled section of metal that will be the counter to the stern. This is lifted into place and welded to the two wings of metal that have been flapping around in the wind just above the swim of the hull. The section of the base plate cut to form the swim is lifted up and welded to the counter and side sections and suddenly the boat looks like a boat. |
The gun whales are welded onto the top edge of the sides and all the time the boat is being kept straight and square by the bracing.
Much work is done to finish off the stern and bow details including the decks at both ends. The rubbing strakes are fitted to the hull; it's a long and arduous job especially when the strakes are bent around the counter. The rubbing strakes are straightened by welding onto the outside of the hull straight lengths of metal edge on and with the use of a tool that has a threaded puller, the strakes are pulled into line.


The water tank is loaded into the boat and then the boat is jacked up and placed on rollers ready for its first trip. It's pulled out of the shed by the yard's JCB far enough to lift the engine into the boat before the hull is pushed back into the shed.
|
Now the world is again full of lengths of metal channelling, this time it's the ribs of the cabin and roof that are lifted and welded into place. Each length of channel has timber screwed into it to allow the lining of the boat to be fixed firmly later on. |

|
 |
The roof metal is then trimmed to width and the side sheets lifted onto the ribs, the hand rail being formed on the cabin top by the side sheets sticking above the roof with angled channel being welded on the inside, the full length of the cabin. |
 |
Bob spends hours welding what must be miles of continuous welds that seals the hull and finishes the job, whilst John removes the bracing and spends hours on an angle grinder smoothing all the visible welds to give the hull that finished look.
The boat is then pulled out of the shed and parked in the yard on railway sleepers the shell is then left to rust, something that appears odd to the stranger. But like every thing else it was the right thing to do, as the rust breaks down the hard skin of metal known as mill scale. This hard skin is on the surface of the plates and was caused by the rolling process in the steel works. Paint will not adhere properly to mill scale so it had to be removed by the rusting process, if it did not rain, endless cold pots of tea were emptied over the boat. If still the boat didn't rust acid was painted onto the steel to promote the rusting. The best process to prepare the surface once the rust had done its job was to have the boat sandblasted. The Allen's always liked to sand blast the boats but this was always a dirty job that covered the whole area with a film of sand, it became more difficult to do in a world becoming more correct. Once blasted the hull was blacked on the outside and the inside of the hull and both surfaces of the cabin painted with under coat.
Finally with all steel work finished inside and out the day of the launch comes. In the early days all the boats were launched side ways using chocks and wedges and the force of gravity. This was very spectacular and the brothers where always grateful if the owner was not present just in case anything went wrong. Latterly a crane was used the driver of which swung fully length boats over the top of the sheds with ease. Launch day was always a long day, firstly all the boats in one of the arms were moved into the main canal usually blocking the line. Then the crane was position carefully so as not to collapse a brick culvert that ran across the yard and then the lift began. The brothers were always happy when the boat hit the water as when it was dangling on the end of the chain it was still their responsibly, as soon as it hit the water it was over to the owner. They were always the first into the boat to see if there were any leaks and it was always joked that they used to leave one secti on of weld undone until the final bill had been paid, and that they were just checking that one of them had completed the weld.
As soon as a boat was pulled out of the shed to be parked in the yard or onto the back of a lorry to be fitted out elsewhere it was never long before the base plate of the next boat was put down and the process repeated. Sometimes more then one boat was built; one being in the shed where a steel deck existed onto which the base plates could be levelled easily whilst the others would be built in the open on old railway sleepers.
Other boats being re bottomed or repaired would be weaved into the schedule, the work never ceasing even when one the brothers went on his annual fortnights holiday. All the time around the Allen's the owner's of the boats at the yard were busily fitting out their boats using all the facilities at the yard.
A real boat dock sadly gone.
More Photographs of an Allen being built are in the Allens Gallery here.
Back to page 2 of The Allen Register | On to page 4 of The Allens Register